Miten insinööriviivaimet valmistetaan?
Pitoisuus
Teräs-, valurauta- ja alumiiniviivaimet | |
| Tärkeimmät prosessit, jotka terässuorat reunat voivat käydä läpi, jotta ne sopivat paremmin työhönsä, ovat: lämpökäsittely, karkaisu, kaapiminen, hionta ja läppäily. Valurautaiset suorat reunat valetaan usein haluttuun kokonaismuotoon, jonka jälkeen niiden työpinnat viimeistellään kaapimalla, hiomalla tai hiomalla. | |
| Alumiinia suulakepuristetaan usein, koska se voi olla erittäin nopea ja taloudellinen tapa valmistaa esineitä. Suulakepuristettu alumiiniviivain vaatii kuitenkin samanlaista työstöä kuin valurautaviivain saavuttaakseen työtasolle tarvittavan tarkkuuden. |
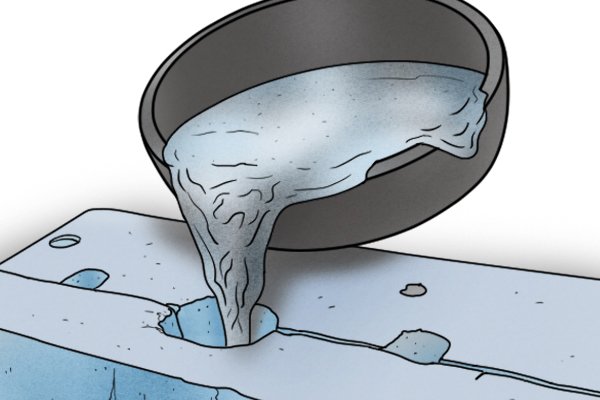
 | valuValu on valmistusprosessi, jossa sula metalli kaadetaan muottiin, jossa se jäähtyy ja saa muotin muodon. Tällä tavalla voidaan tehdä monia monimutkaisia muotoja. Valu voi vähentää tai joissakin tapauksissa poistaa osan vaatiman koneistuksen. Tämä tehdään useimmiten rautaa, vaikka terästä ja alumiinia voidaan myös valaa. |
 | LämpökäsittelyLämpökäsittely ja karkaisu ovat valmistusprosesseja, joilla muutetaan metallin ja muiden materiaalien fysikaalisia ominaisuuksia. Lämpökäsittely koostuu metallin kuumentamisesta erittäin korkeaan lämpötilaan ja sitten sen karkaisemiseen (nopea jäähdytys). Tämä lisää metallin kovuutta, mutta samalla tekee siitä hauraamman. |
 | luonneKarkaisu suoritetaan lämpökäsittelyn jälkeen ja sisältää myös metallin kuumentamisen, mutta lämpökäsittelyn aikana vaadittua alempaan lämpötilaan, jota seuraa hidas jäähdytys. Karkaisu vähentää metallin kovuutta ja haurautta ja lisää sen sitkeyttä. Säätämällä lämpötilaa, johon metalli kuumennetaan karkaisun aikana, metallin kovuuden ja sitkeyden lopullista tasapainoa voidaan muuttaa. |
 | EkstruusioEkstruusio on ruiskupuristusvalmistustekniikka, jossa materiaali muodostetaan meistillä, joka pakottaa metallin muotin läpi. Matriisilla on muoto, joka antaa valmiin työkappaleen halutun poikkileikkausmuodon. Alumiini on ylivoimaisesti yleisin ekstrudoidussa valmistuksessa käytetty materiaali. |
Graniitti sileät reunat | |
 | Insinöörin graniittiviivaimet leikataan ensin karkeasti suuresta graniittilohkosta. Tämä tehdään suurilla vesijäähdytteisillä sahoilla. Kun yleinen muoto on saavutettu, viimeistely ja tarkkuus, joita vaaditaan käytettäväksi teknisenä viivaimena, saavutetaan hiomalla, kaapimalla tai läpäisemällä. |
 | HiontaHionta on prosessi, jossa käytetään hankaavista hiukkasista koostuvaa hiomalaikkaa materiaalin poistamiseksi työkappaleesta. Hiomalaikka on levy, joka pyörii suurella nopeudella ja työkappale kulkee ympyrän sivupintaa tai pintaa pitkin. Hionta voidaan tehdä kiekoilla, joiden karkeus on 8 (karkea) - 250 (erittäin hieno). Mitä hienompi raekoko on, sitä parempi on työkappaleen pinnan laatu. |
 | trimmausHionta on prosessi, jossa työkappaleen pinta kuoritaan ulokkeista tasaisen viimeistellyn pinnan saamiseksi. Hionta voidaan tehdä mille tahansa metalliosalle, joka vaatii tasaisen pinnan. |
 | LappingLippaus on valmistuksessa käytetty viimeistelyprosessi, jolla saadaan aikaan tasaisempi pinta valmiin tuotteen pinnalle. Hionta sisältää hiontamassaa, joka koostuu hiomahiukkasista ja öljyistä, jotka asetetaan työkappaleen pinnan ja läppäystyökalun väliin. Sitten läppäystyökalu siirretään työkappaleen pinnan yli. |
 | Hiontapastan hankaava luonne poistaa epätasaisuudet työkappaleen pinnasta ja tuottaa tarkan ja sileän lopputuloksen. Yleisimmät läppäyksessä käytetyt hioma-aineet ovat alumiinioksidi ja piikarbidi, joiden karkeuskoot vaihtelevat välillä 300-600. |
Hiominen, kaapiminen vai lakkaus? | |
 | Hionta ei anna niin sileää pintaa kuin hionta tai hionta. Hankaus voidaan tehdä vain metalliaihioille, joten sillä ei voida valmistaa graniittisuorat reunat. Suoran reunan koko määrittää, tuottaako kaapiminen tai läppäys laadukkaamman suoran reunan. Yleissääntönä on, että kaapiminen on tarkempaa kuin pitkien pituuksien läppäily, mutta ainoa tapa varmuudella tietää, mikä viivain on tarkempi, on tarkastella ostettavien viivainten valmistajien toleransseja. |

